

Four-Cavity Plastic Profile Extrusion Line ၏ ဟန်ချက်မညီသော Extrusion Speed ကို ဖြေရှင်းရန်အတွက် နည်းပညာဆိုင်ရာ ဖြေရှင်းချက်
Four-Cavity Plastic Profile Extrusion Line ၏ ဟန်ချက်မညီသော Extrusion Speed ကို ဖြေရှင်းရန်အတွက် နည်းပညာဆိုင်ရာ ဖြေရှင်းချက်
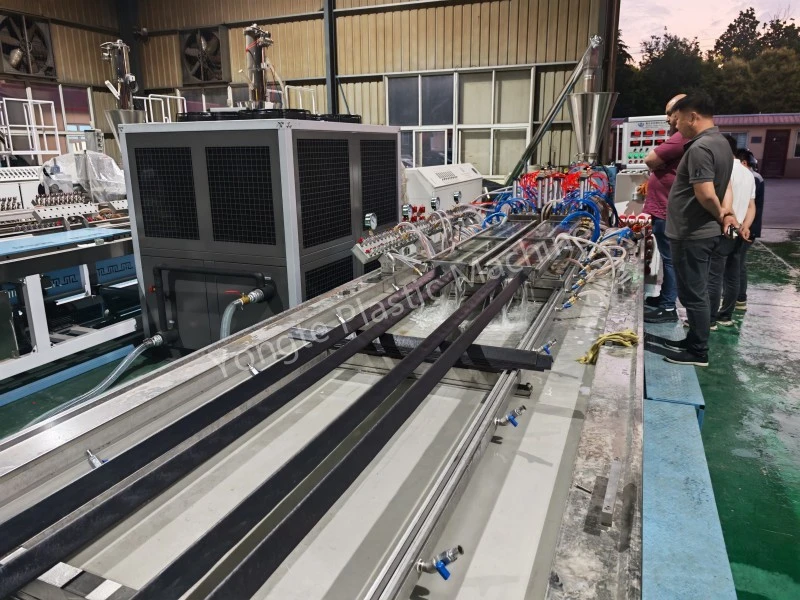
လေးပေါက်အတွင်း ပလပ်စတစ် ပရိုဖိုင်းထုတ်ခြင်း ထုတ်လုပ်မှု လုပ်ငန်းစဉ်တွင်၊ အပေါက်လေးခုကြားတွင် ဟန်ချက်မညီသော ထုတ်ယူမှုနှုန်းသည် သာမန်နည်းပညာဆိုင်ရာ ပြဿနာတစ်ခုဖြစ်သည်။ ဤပြဿနာသည် တသမတ်တည်းဖြစ်သော ထုတ်ကုန်အတိုင်းအတာ တိကျမှု၊ မညီညာသော နံရံအထူ၊ ချို့ယွင်းနေသော ပရိုဖိုင်များနှင့် ထုတ်လုပ်မှု အထွက်နှုန်းကို လျော့ကျစေပြီး အစုလိုက်အပြုံလိုက် ထုတ်လုပ်မှု၏ တည်ငြိမ်မှုနှင့် ထိရောက်မှုကို ပြင်းပြင်းထန်ထန် ကန့်သတ်စေမည်ဖြစ်သည်။ ဖောက်သည်များ၏ အမှန်တကယ် ထုတ်လုပ်မှု ပစ္စည်းများ နှင့် ထုတ်ကုန် သတ်မှတ်ချက်များအပေါ် အခြေခံ၍ Yongte အင်ဂျင်နီယာ အဖွဲ့သည် လေးလုံးပေါက် ပရိုဖိုင်းများ၏ တသမတ်တည်း လည်ပတ်မှု အမြန်နှုန်း ပြဿနာကို နှိုက်နှိုက်ချွတ်ချွတ် ဖြေရှင်းရန် ပစ်မှတ်ထားသော ပရော်ဖက်ရှင်နယ် အကောင်းမွန်ဆုံး အံဝင်ခွင်ကျဖြစ်သော သေတ္တာနှင့် စနစ် ဒီဇိုင်းအစီအမံကို တီထွင်ခဲ့သည်။
1. နည်းပညာဆိုင်ရာ ပြဿနာများ၏ နောက်ခံ
သမားရိုးကျ ပေါင်းစပ်ထားသော လေးပေါက်ပေါက် ထုတ်ယူမှု အသေများသည် ပေါင်းစပ် အပူပေးခြင်းနှင့် စီးဆင်းမှု ထိန်းချုပ်မှု ဖွဲ့စည်းပုံကို ခံယူသည်။ မညီမညာ အရည်ပျော်စီးဆင်းမှု ဖြန့်ဖြူးမှု၊ သေဆုံးသည့် ဒေသများ၏ အပူချိန်သွေဖည်မှုနှင့် တပ်ဆင်မှု အမှားအယွင်းများ ကဲ့သို့သော အကြောင်းရင်းများကြောင့် ထိခိုက်မှု၊ အပေါက်လေးခု၏ ထုတ်ယူမှုနှုန်းသည် စဉ်ဆက်မပြတ် ထုတ်လုပ်မှုကာလအတွင်း ကွဲလွဲမှုဖြစ်နိုင်ချေရှိသည်။ အပေါက်များကြားအမြန်နှုန်းသွေဖည်ခြင်းသည် ပရိုဖိုင်ဖွဲ့စည်းပုံအမြန်နှုန်းနှင့် အအေးကျုံ့ခြင်းတွင် ကွဲပြားမှုကိုဖြစ်ပေါ်စေပြီး ပလတ်စတစ်ပလတ်စတစ်ပရိုဖိုင်များ၏ စံနှုန်းမြင့်ထုတ်လုပ်ရေးလိုအပ်ချက်များကို မဖြည့်ဆည်းပေးနိုင်သည့် သုတ်အရည်အသွေးချို့ယွင်းချက်များဖြစ်သည့် ကွဲထွက်ခြင်း၊ ပုံပျက်ခြင်း၊ သည်းမခံနိုင်သောအရွယ်အစားနှင့် မျက်နှာပြင်မညီညာခြင်းတို့ကို ဖြစ်ပေါ်စေသည်။
2. Professional Optimized Design Scheme
ဖောက်သည်၏ ကုန်ကြမ်းဝိသေသလက္ခဏာများ၊ ထုတ်ကုန်ဖွဲ့စည်းပုံ ကန့်သတ်ချက်များ နှင့် ဆိုက်တွင်းထုတ်လုပ်မှုအခြေအနေများနှင့်အတူ Yongte အင်ဂျင်နီယာများသည် သေဆုံးဖွဲ့စည်းပုံ၊ စီးဆင်းမှုထိန်းချုပ်မှု၊ ဆွဲငင်အားဖြတ်တောက်ခြင်း နှင့် အရန်သယ်ယူပို့ဆောင်ရေးစနစ်အတွက် အသေးစိတ်နည်းပညာဆိုင်ရာဖြေရှင်းချက်များအား အောက်ပါအတိုင်း စိတ်ကြိုက်ပုံစံဖြင့် ပစ်မှတ်ထားဆောင်ရွက်ခဲ့သည်-
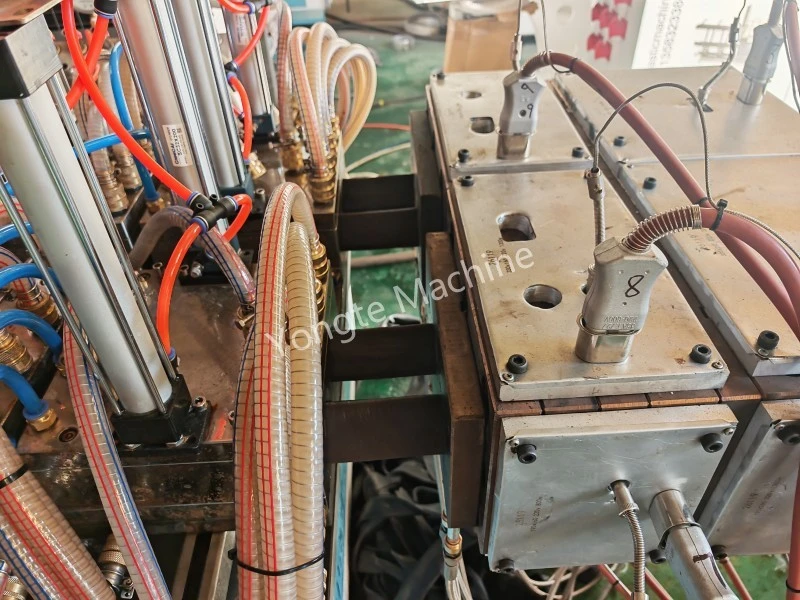
2.1 အမှီအခိုကင်းသောအပူချိန်ထိန်းချုပ်မှုနှင့်အတူ Dual Die ကိုယ်ထည်တည်ဆောက်ပုံ
မူရင်း integral four-cavity die body ကို a optimized လုပ်ထားသည်။dual independent die ကိုယ်ထည်တည်ဆောက်ပုံအသေခံကိုယ်ထည်တစ်ခုစီတွင် extrusion အပေါက်နှစ်ခု တပ်ဆင်ထားသည်။ အသေခံကိုယ်ထည်နှစ်စုံသည် တည်ဆောက်ပုံဒီဇိုင်းနှင့် အပူချိန်ထိန်းချုပ်မှုစနစ်တွင် လုံးဝလွတ်လပ်ပါသည်။ အသေခံကိုယ်ထည်တစ်ခုစီကို သီးခြားတိကျသော အပူချိန်ချိန်ညှိမှုနှင့် စဉ်ဆက်မပြတ် အပူချိန်ထိန်းချုပ်မှုကို သိရှိနိုင်သည့် သီးခြားအပူပေးစနစ်နှင့် အပူချိန်ထိန်းချုပ်မှုယူနစ်ဖြင့် ဖွဲ့စည်းထားပါသည်။ ဤဒီဇိုင်းသည် တစ်သမတ်တည်း အပူချိန်သွေဖည်မှုကြောင့် ဖြစ်ပေါ်လာသော တသမတ်တည်း အရည်ပျော်ခြင်းပြဿနာကို ထိရောက်စွာဖြေရှင်းပေးသည်၊ အရင်းအမြစ်မှ အပေါက်တစ်ခုစီ၏ ပလပ်စတစ်အရည်ပျော်မှုအခြေအနေကို တည်ငြိမ်စေကာ မတူညီသောသေကောင်များကြားတွင် မြန်နှုန်းကွာခြားမှု၏ အခြေခံအကြောင်းရင်းကို ဖယ်ရှားပေးပါသည်။

2.2 Single Die Body အတွက် လွတ်လပ်သော စီးဆင်းမှု ချိန်ညှိမှု ယန္တရား
အမှီအခိုကင်းသောသေဆုံးကိုယ်ထည်တစ်ခုစီတွင် အထူးစီးဆင်းမှုကို ချိန်ညှိနိုင်သော nut ကိရိယာတစ်ခု တပ်ဆင်ထားသည်။ သေးငယ်သောစီးဆင်းမှုကွဲပြားမှုနှင့် တပ်ဆင်မှုအမှားများကြောင့် ဖြစ်ပေါ်လာသော တူညီသောသေတ္တာကိုယ်ထည်အတွင်းရှိ အပေါက်နှစ်ခု၏ အမြန်နှုန်းသွေဖည်မှုအတွက်၊ စီးဆင်းမှုချိန်ညှိမှု nut မှတစ်ဆင့် အွန်လိုင်းတွင် ကောင်းမွန်သောချိန်ညှိမှုကို နားလည်နိုင်သည်။ အပေါက်တစ်ခု၏ အရည်ပျော်စီးဆင်းမှုအား တိကျစွာ ချိန်ညှိခြင်းဖြင့်၊ တူညီသောသေကိုယ်ထည်ရှိ အပေါက်နှစ်ခု၏ ထုတ်ယူမှုအမြန်နှုန်းကို လုံးဝထပ်တူကျအောင် ထိန်းသိမ်းထားနိုင်ပြီး၊ သေးငယ်သောအဆင့် ချိန်ကိုက်ခြင်း၏ အမြန်နှုန်းကို သိရှိပြီး အုပ်စုတစ်စုအတွင်း ခွဲထုတ်သည့်အထွက်၏ တူညီမှုနှင့် တူညီသော အပေါက်တစ်ခုစီ၏ အမြန်နှုန်းကို ဖြစ်ပေါ်စေပါသည်။
2.3 Dual Independent Traction Speed Control စနစ်
လွတ်လပ်သောဆွဲငင်အားစနစ်၏ နှစ်စုံအစုံကို dual die body နှင့် double-group cavity layout နှင့် ကိုက်ညီစေရန် စီစဉ်ထားပါသည်။ အပေါက်လေးခုကို တစ်ပြိုင်နက် မောင်းနှင်သည့် သမားရိုးကျ တစ်ခုတည်းသော ဆွဲငင်အားမုဒ်နှင့် ကွဲပြားသည်၊ ကောက်ကြောင်းကိရိယာနှစ်စုံသည် သီးခြားအမြန်နှုန်းထိန်းချုပ်မှု အစီအစဉ်များဖြင့် သီးခြားလုပ်ဆောင်သည်။ စနစ်သည် အသေကောင်နှစ်ခု၏ အမှန်တကယ် extrusion speed နှင့် traction speed ၏ dynamic matching ကို သဘောပေါက်ပြီး two-cavity profiles အုပ်စုနှစ်စု၏ ဆွဲငင်အားအရှိန်ကို လွတ်လပ်စွာ ချိန်ညှိနိုင်ပြီး၊ asynchronous traction ကြောင့်ဖြစ်သော traction speed နှင့် dimension သွေဖည်မှုကို ရှောင်ရှားနိုင်ပြီး အပေါက်လေးခု၏ အလုံးစုံသောအမြန်နှုန်း ညီညွတ်မှုကို ပိုမိုသေချာစေသည်။

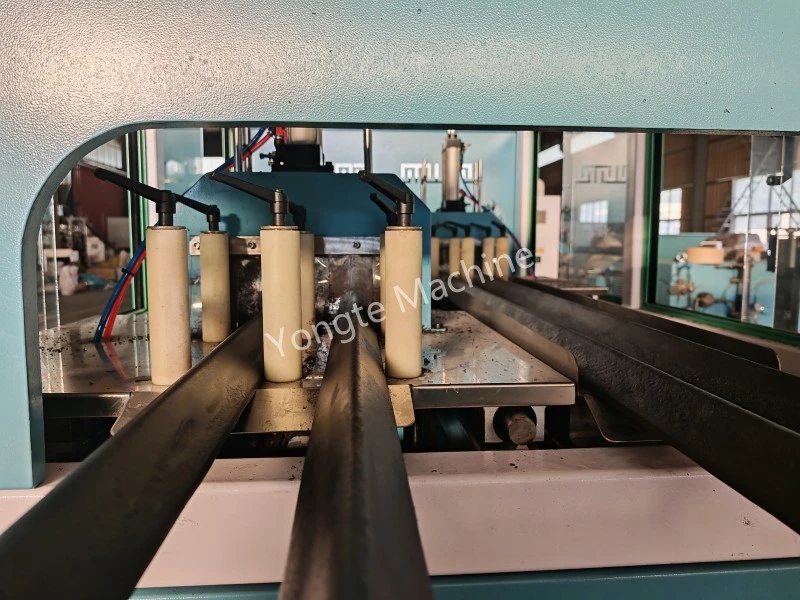
2.4 လွတ်လပ်သော ပုံသေ-အရှည်ဖြတ်တောက်ခြင်းစနစ်
Dual-group extrusion and traction structure နှင့် သက်ဆိုင်သော သီးခြား ပုံသေ-အရှည်ဖြတ်တောက်ခြင်း လုပ်ငန်းအတွက် သီးခြားလွတ်လပ်သော ဖြတ်တောက်ခြင်းစနစ် နှစ်စုံကို တပ်ဆင်ထားပါသည်။ ဖြတ်တောက်ခြင်းစနစ်တစ်ခုစီသည် သက်ဆိုင်ရာပရိုဖိုင်များအုပ်စု၏ ပြေးနှုန်းနှင့် အစာကျွေးသည့်လေဖြတ်ခြင်းတို့ကို သီးခြားခြေရာခံပြီး လိုက်ဖက်ပါသည်။ အမှီအခိုကင်းသောဖြတ်တောက်ခြင်းထိန်းချုပ်မှုမုဒ်သည် ဖြတ်တောက်မှုအမှားအယွင်းနှင့် အလျားလိုက်ပရိုဖိုင်များကို အရှိန်အနည်းငယ်ကွာဟမှုများဖြင့် ပေါင်းစပ်ဖြတ်တောက်ခြင်းကြောင့် ဖြစ်ပေါ်လာသော ဖြတ်တောက်မှုအမှားအယွင်းနှင့် အရှည်လိုက်မညီမှုကို ဖယ်ရှားပေးသည်၊
2.5 အလိုအလျောက် သယ်ဆောင်ခြင်းနှင့် လိုက်ဖက်ညီသော စနစ်
သီးခြားဖြတ်တောက်ခြင်းစနစ်များနှင့် အတိအကျလိုက်ဖက်သော သီးခြားခွဲထုတ်ခြင်းနှင့် stacking racks နှစ်ခုကို စီစဉ်သတ်မှတ်ထားပါသည်။ ဖြတ်တောက်ခြင်းကိရိယာဖြင့် ပုံသေအရှည်ဖြတ်တောက်ခြင်း ပြီးစီးပြီးနောက်၊ သယ်ဆောင်ခြင်းနှင့် ထုပ်ပိုးခြင်းကိရိယာများသည် သက်ဆိုင်ရာ ပရိုဖိုင်အုပ်စုတစ်စု၏ ပစ္စည်းလက်ခံခြင်း၊ သယ်ဆောင်ခြင်းနှင့် တွဲခြင်းလုပ်ငန်းကို အလိုအလျောက် ပြီးမြောက်စေသည်။ သယ်ဆောင်ခြင်းစနစ်၏ တစ်ပြိုင်နက်တည်းနှင့် သီးခြားလုပ်ဆောင်မှုသည် မတူညီသော အပေါက်အပေါက်များ၏ အပြိုင်အဆိုင်အမြန်နှုန်းကြောင့် ဖြစ်ပေါ်လာသော ပစ္စည်းစုပုံခြင်း၊ ထုတ်ယူခြင်းနှင့် ရှုပ်ထွေးမှုများကို ရှောင်ရှားခြင်း၊ ထုတ်လုပ်မှုလိုင်းတစ်ခုလုံး၏ ချောမွေ့ပြီး စဉ်ဆက်မပြတ်လည်ပတ်မှုကို သေချာစေပြီး အလိုအလျောက်စနစ်ကျသော ထုတ်လုပ်မှုကို သိရှိစေသည်။

3. နည်းပညာဆိုင်ရာ အားသာချက်များနှင့် ထုတ်လုပ်မှု အကျိုးသက်ရောက်မှုများ
အထက်ပါစနစ်တကျ စိတ်ကြိုက်ဒီဇိုင်းဖြင့်၊ ပလပ်စတစ်ပလတ်စတစ်ပရိုဖိုင်ထုတ်လုပ်မှုတွင် တသမတ်တည်းရှိသော လေးပေါက်ပေါက်ထုတ်ယူမှုအမြန်နှုန်းပြဿနာကို လုံးဝဖြေရှင်းနိုင်မည်ဖြစ်သည်။ dual-die သီးခြားအပူချိန်ထိန်းချုပ်မှု + တစ်အုပ်စုလိုက်စီးဆင်းမှုကောင်းမွန်သောချိန်ညှိမှု + နှစ်ခုလွတ်လပ်သောဆွဲငင်အားနှင့်ဖြတ်တောက်ခြင်းစနစ်သည် full-link speed calibration နှင့် synchronous control system ကိုဖန်တီးပေးသည်။ အစီအစဥ်တွင် အောက်ပါ သိသာထင်ရှားသော အားသာချက်များ ရှိသည်- ဦးစွာ၊ ၎င်းသည် အရည်ပျော်ခြင်းနှင့် အပူချိန်၏ အရင်းအမြစ်ထိန်းချုပ်မှုကို သိရှိနားလည်ပြီး ထုတ်ယူခြင်း၏ ကနဦးအမြန်နှုန်းကွာခြားချက်ကို ဖယ်ရှားပေးသည်။ ဒုတိယ၊ ၎င်းသည် အပေါက်လေးခု၏ ရေရှည်တစ်ပြိုင်နက်လုပ်ဆောင်မှုကို သေချာစေရန်အတွက် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်တွင် အရှိန်အဟုန်ဖြင့် ညှိုနှိုင်းမှုကို သိရှိနားလည်ပါသည်။ တတိယ၊ ကိုက်ညီသော အလိုအလျောက် အရန်စနစ်သည် ကုန်ချောထုတ်ကုန်များ၏ ထုတ်လုပ်မှုတည်ငြိမ်မှုနှင့် ညီညွတ်မှုကို တိုးတက်စေသည်။
လုပ်ငန်းခွင်တွင် ထုတ်လုပ်မှုကို စိစစ်ပြီးနောက်၊ ဤအကောင်းဆုံးပြင်ဆင်ထားသော ဒီဇိုင်းသည် လေးလုံးပေါက်ပရိုဖိုင်များ၏ အတိုင်းအတာခံနိုင်ရည်အား ထိရောက်စွာ လျှော့ချပေးသည်၊ ထုထည်ထုတ်လိုင်း၏ အလုံးစုံထုတ်လုပ်မှုတည်ငြိမ်မှုနှင့် ထုတ်လုပ်မှုထိရောက်မှုကို တိုးတက်ကောင်းမွန်စေပြီး အမျိုးမျိုးသော ပလပ်စတစ်ပလပ်စတစ်ပရိုဖိုင်များ၏ ရေရှည်နှင့် ပမာဏမြင့်မားသော စံချိန်စံညွှန်းထုတ်လုပ်ခြင်းအတွက် သင့်လျော်ပါသည်။

ဆက်စပ်သတင်း
- 4 Cavity ပလပ်စတစ် ပရိုဖိုင်ထုတ်လုပ်မှုလိုင်း အောင်မြင်စွာ ဆောင်ရွက်ပေးပြီးနောက် ဂျော်ဒန်နိုင်ငံသို့ ပို့ဆောင်ခြင်း။
- သစ်သား-ပလပ်စတစ် ပေါင်းစပ်တံခါးမျက်နှာပြင်များ အဝါရောင်၊ အစင်းကြောင်းများနှင့် ကြွပ်ဆတ်ကွဲအက်ခြင်းအတွက် ပရော်ဖက်ရှင်နယ်ဖြေရှင်းချက်
- 4 အခေါင်းပေါက်အား ပြန်လည်အသုံးပြုထားသော ပလပ်စတစ်ပရိုဖိုင် ထုထည်စက်သည် 8 မီတာ/မိနစ် မြင့်မားသော မြန်နှုန်းသို့ ရောက်ရှိသည်။
- WPC Extruder ထုတ်လုပ်မှု ပြဿနာများအတွက် ဖြေရှင်းချက်
- Yongte WPC စက်တွင် မည်သည့်ပစ္စည်းကို သုံးနိုင်သနည်း။
- စွန့်ပစ်ပစ္စည်းများ ပြန်လည်အသုံးပြုခြင်း ထုတ်လုပ်မှုလိုင်းကို အောင်မြင်စွာ စမ်းသပ်ပြီးဖြစ်သည်။
ငါ့ကို မက်ဆေ့ချ် ထားခဲ့ပါ။











